
สมาชิกวีไอพี

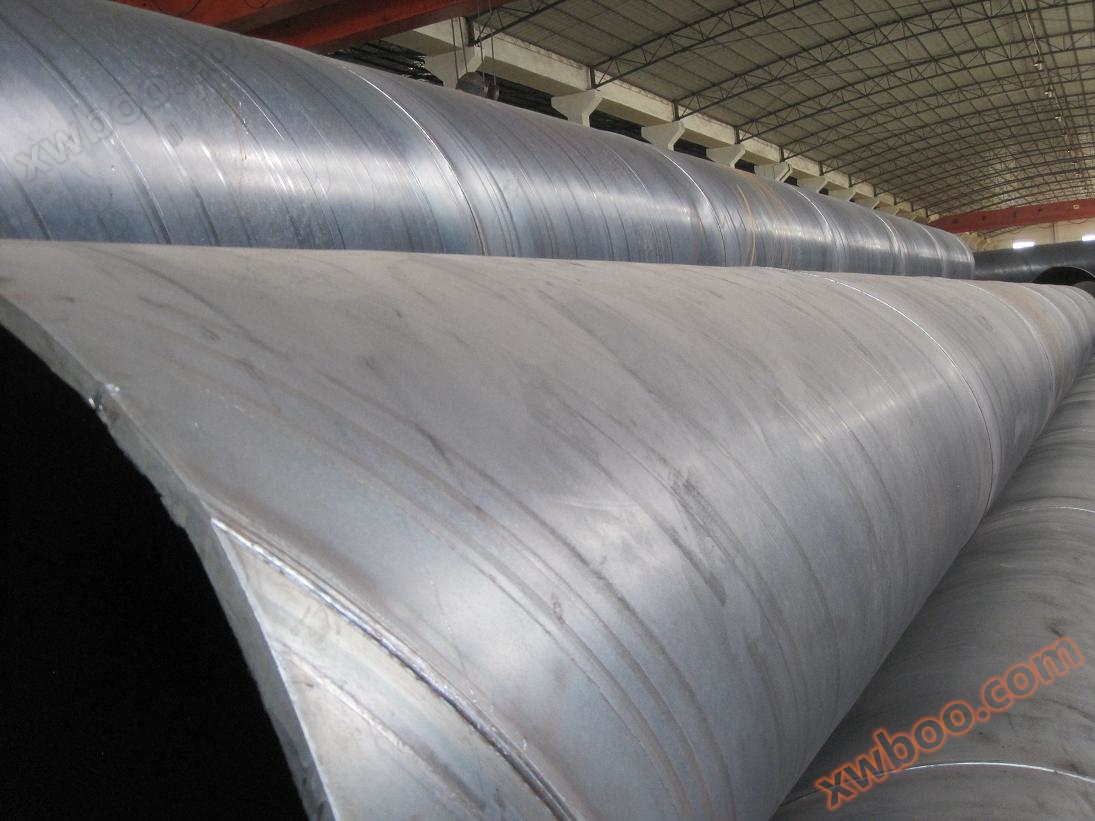
เส้นผ่าศูนย์กลาง 630 ท่อเหล็กเกลียว
กระบวนการผลิตท่อเหล็กเกลียว 1. วัตถุดิบคือแถบขดลวดลวดเชื่อมฟลักซ์
รายละเอียดสินค้า
กระบวนการผลิตท่อเหล็กเกลียว
1. วัตถุดิบคือแถบขดลวดลวดเชื่อมฟลักซ์ ต้องผ่านการตรวจสอบทางกายภาพและเคมีอย่างเข้มงวดก่อนที่จะนำเข้า
2. มีหัวเหล็กและหางเชื่อมโดยใช้ลวดเดี่ยวหรือคู่เชื่อมอาร์คจมอยู่ใต้น้ำโดยใช้การเชื่อมอาร์คจมอยู่ใต้น้ำอัตโนมัติหลังจากม้วนเป็นท่อเหล็ก
3. ก่อนการขึ้นรูปแถบเหล็กจะถูกปรับระดับ, ตัดขอบ, ตัดขอบ, พื้นผิวจะถูกทำความสะอาดและลำเลียงและให้ขอบดัด
4. ใช้เครื่องวัดความดันไฟฟ้าเพื่อควบคุมความดันของถังน้ำมันที่กดลงทั้งสองด้านของสายพานลำเลียงเพื่อให้แน่ใจว่าการลำเลียงที่ราบรื่นของแถบเหล็ก
5. ใช้การควบคุมภายนอกหรือการควบคุมภายในม้วนขึ้นรูป
6. ใช้อุปกรณ์ควบคุมช่องว่างตะเข็บเชื่อมเพื่อให้แน่ใจว่าช่องว่างตะเข็บเชื่อมตรงตามข้อกำหนดการเชื่อมเส้นผ่าศูนย์กลางท่อปริมาณของขอบที่ไม่ถูกต้องและช่องว่างตะเข็บเชื่อมถูกควบคุมอย่างเข้มงวด 7. การเชื่อมทั้งภายในและภายนอกใช้เครื่องเชื่อมไฟฟ้าลินคอล์นของสหรัฐอเมริกาเพื่อทำการเชื่อมอาร์คแบบเดี่ยวหรือแบบสองสายเพื่อให้ได้ข้อกำหนดการเชื่อมที่มั่นคง
8. รอยตะเข็บเชื่อมทั้งหมดได้รับการตรวจสอบในบรรทัดอัลตราโซนิกอย่างต่อเนื่องโดยอัตโนมัติบาดเจ็บ meter ซึ่งรับประกัน 100% ครอบคลุมการทดสอบแบบไม่ทำลายของรอยเชื่อมเกลียว หากมีข้อบกพร่องให้ปลุกอัตโนมัติและสเปรย์ทำเครื่องหมายพนักงานผลิตจะปรับพารามิเตอร์เทคโนโลยีได้ตลอดเวลาและกำจัดข้อบกพร่องในเวลา

9. ใช้เครื่องตัดพลาสม่าอากาศเพื่อตัดท่อเหล็กเป็นเส้นเดียว
10. หลังจากตัดเป็นท่อเหล็กเดียวแล้วท่อเหล็กทุกชุดจะต้องใช้ระบบการตรวจสอบแรกที่เข้มงวดตรวจสอบคุณสมบัติทางกลของรอยเชื่อมองค์ประกอบทางเคมีสภาพการละลายคุณภาพของพื้นผิวของท่อเหล็กและหลังจากการตรวจสอบข้อบกพร่องแบบไม่ทำลายเพื่อให้แน่ใจว่ากระบวนการผลิตท่อมีคุณสมบัติครบถ้วนแล้วสามารถนำไปผลิตได้อย่างเป็นทางการ
11. ชิ้นส่วนที่มีเครื่องหมายตรวจจับข้อบกพร่องของคลื่นเสียงอย่างต่อเนื่องบนรอยเชื่อมหลังจากการตรวจสอบอัลตราซาวนด์ด้วยตนเองและ X-ray อีกครั้งหากมีข้อบกพร่องหลังจากการซ่อมแซมการตรวจสอบแบบไม่ทำลายอีกครั้งจนกว่าจะได้รับการยืนยันว่าข้อบกพร่องได้ถูกกำจัดไปแล้ว
12. ท่อที่ตั้งของแถบเชื่อมตะเข็บและข้อต่อ D- ที่ตัดกับรอยเชื่อมเกลียวทั้งหมดได้รับการตรวจสอบโดย X-ray TV หรือการถ่ายภาพ
13. ท่อเหล็กแต่ละชิ้นผ่านการทดสอบที่หยุดนิ่งและความดันจะถูกปิดผนึกด้วยรัศมี ความดันและเวลาในการทดสอบถูกควบคุมอย่างเข้มงวดโดยอุปกรณ์ตรวจจับไมโครคอมพิวเตอร์ที่หยุดนิ่งของท่อเหล็ก พารามิเตอร์การทดสอบพิมพ์บันทึกโดยอัตโนมัติ
14. ปลายท่อมีการประมวลผลทางกลเพื่อให้ใบหน้าปลายตั้งฉากมุมลาดและขอบทื่อจะถูกควบคุมอย่างแม่นยำ
สอบถามออนไลน์
-
ติดต่อ
-
บริษัท
-
โทรศัพท์
-
อีเมล์
-
วีแชท
-
รหัสยืนยัน
-
เนื้อหาข้อความ
-